
今回は、アメリカのバーボンウイスキーを生産している「メーカーズマーク蒸溜所」について特集します!小栗旬さんがハイボールのCMをしていることで知っている人も多いのではないかと思います。
メーカーズマーク蒸溜所は伝統と手作りを大切にしており、数々のこだわりがあるとても特徴的な蒸溜所です。
この記事によって、少しでもメーカーズマークに興味をもっていただけたら嬉しいです。
メーカーズマーク蒸溜所はどこにあるの?
メーカーズマーク蒸溜所はアメリカのケンタッキー州のロレットあります。
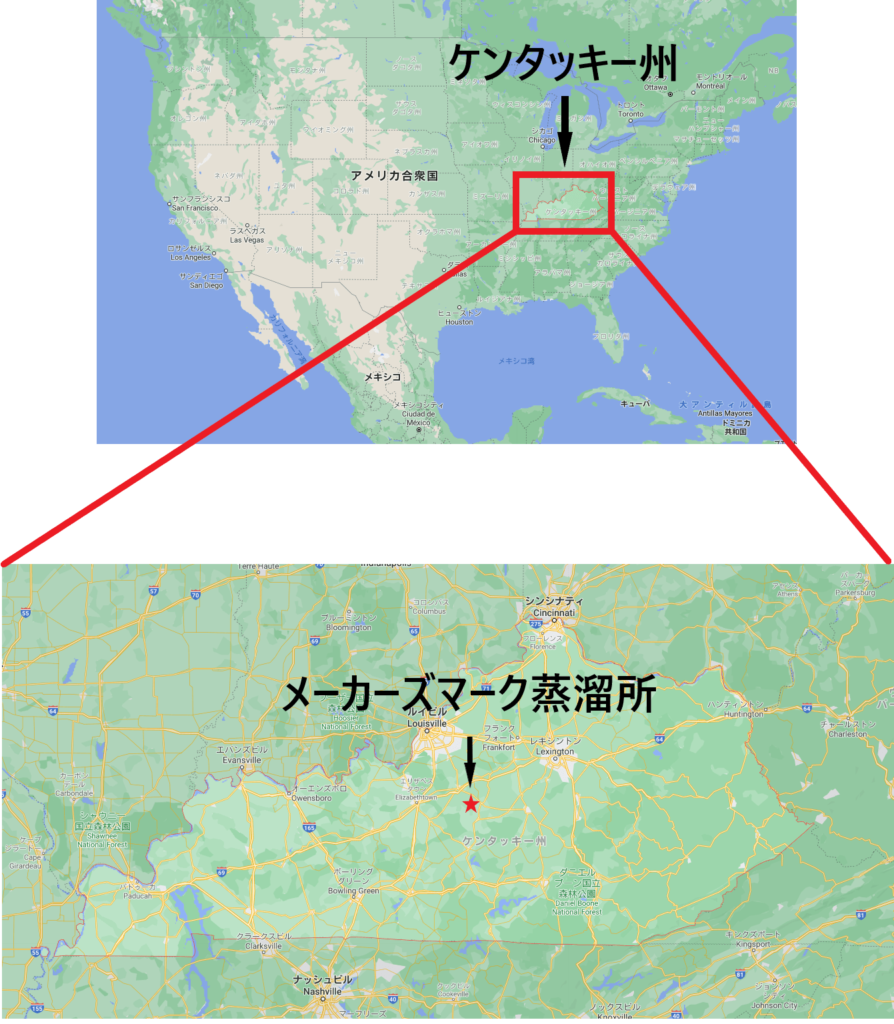
ケンタッキー州は石灰層(ライムストーン)が豊富にあり、この石灰層を通ってきた水、ライムストーンウォーターはウイスキーづくりの天敵である鉄分がほとんどなくバーボンづくりには欠かせないといわれています。
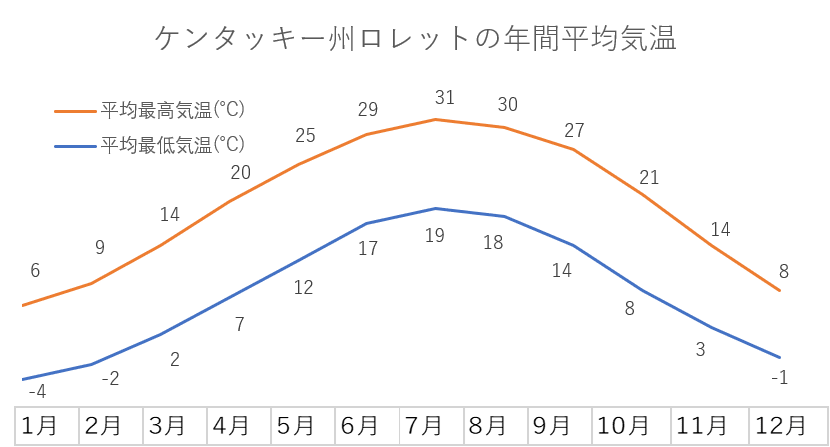
ロレットの年間平均気温は以下のようになっています。冬は氷点下を下回り夏は30℃を超えることが多々あります。年間を通して気温差が大きいため、ウイスキーの熟成も早く進むと考えられています。
メーカーズマーク蒸溜所の歴史について教えて!
1780年、スコットランド系移民の一族であるロバート・サミュエルズがケンタッキーに移住し、農業をしながら自家用のウイスキーをつくり始めました。
1840年、ロバートの孫にあたる3代目テーラー・ウィリアム・サミュエルズが蒸溜所を設立し、本格的に産業生産が開始されました。
1920年、アメリカで禁酒法が施行されました。それにより、蒸溜所は操業を停止しました。
1951年、6代目ビル・サミュエルズ・シニアがロレットにあるスターヒルファームという農園と、バークス・スプリング蒸溜所を買い取り、蒸溜所の改修を始めました。これが現在のメーカーズマーク蒸溜所です。
1953年、改修、設備導入を終え、「できる限り人の手でつくる」というコンセプトをもとに、少量生産でバーボンづくりを開始しました。
1959年、少量生産を開始してから約6年の熟成を経て「メーカーズマーク」が誕生し、販売が開始されました。
1978年、メーカーズマーク蒸溜所がアメリカのアルコール飲料関連施設で初の国定歴史建造物に指定されました。
2011年、7代目ビル・ジュニアが引退し、現在の最高執行責任者である息子のロブサミュエルズが経営を任されました。
製法の特徴は?
原料について
バーボンづくりいおいてもっとも大切だと言われているのがライムストーンウォーターです。ケンタッキー州に広く分布している石灰層によって鉄分が除かれ、その代わりにカルシウムが豊富に溶け込んだ硬水です。
鉄分は発酵の過程で嫌な香味や変色のもとになるためウイスキー作りの天敵です。逆にカルシウムは酵母の働きを活発にする効果があるため、このライムストーンウォーターはウイスキーづくりに最適な水なのです。

バーボンウイスキーは主にトウモロコシ・ライ麦・大麦を原料に作られるのですが、メーカーズマークはライ麦の代わりに冬小麦を使用しています。冬小麦を使用することでふくらみのあるまろやかさを生み出しており、優しいバーボンに仕上がります。
メーカーズマークのマッシュビル(原料の比率)はトウモロコシが70%、冬小麦が16%、大麦が14%となっています。
また、冬小麦はSoft red winter wheatという品種を使用しています。

粉砕機について

多くのバーボン蒸溜所では原料の硬いトウモロコシを粉砕するためにハンマーミルを使用しているのですが、メーカーズマーク蒸溜所ではあえてローラーミルを使用しています。
ローラーミルは旧式の粉砕機でハンマーミルに比べ、手間がかかったり効率が悪かったりします。しかし、メーカーズマーク蒸溜所はあえてローラーミルを使っています。それはハンマーミルに比べ焦げ付きが抑えられるという特徴があるからです。焦げ付きを抑えることで、冬小麦の優しい香りを残したり、好ましくない香味を作らないようにしているのです。
粉砕機一つみても、メーカーズマークのこだわりがうかがえます。
糖化について

粉砕された穀物は、糖化槽(マッシュ・タン)に運ばれます。
まず100℃の水と粉砕したトウモロコシを混ぜえて、トウモロコシのデンプンを水に溶かします。
次に70℃に温度を下げてから冬小麦を加え、
最後に60℃に温度を下げてから大麦麦芽を加えます。
この温度と穀物を入れる順番は非常に大切です。まず主原料のトウモロコシから効率よくデンプンを抽出するために100℃の水と混ぜます。もし、このときに冬小麦や大麦も混ぜていたら、100℃という高温によって冬小麦や大麦の好ましい香りが変性したり、飛んでしまいます。なので、次に70℃に温度を下げてから冬小麦を加えます。この段階ではまだ大麦は加えません。なぜなら、大麦はこれらのデンプンを糖分に変える糖化酵素を豊富に含んでおり、その酵素の活性が一番高くなるのが60℃付近だからです。そういった理由で最後に60℃まで温度を下げてから大麦を加え糖化を進めます。
発酵について

メーカーズマークではサワー・マッシュ法という方法で仕込まれます。サワー・マッシュ法とは、発酵液を酵母が活性しやすい酸性条件にするという目的で、前回の蒸溜の際に出てきた残留液の上澄みを仕込み水に25%ほど加える方法です。
サワー・マッシュ法で仕込んだ発酵液を蒸溜した際の残留液は、次の仕込みのために使用されます。このようにサワー・マッシュ法は引継ぎ、引継ぎで連鎖する仕組みになっています。
また、バーボンではスコッチとは違い糖化したモロミを濾すことはせず、ドロドロのまま発酵へと進めます。そのため、スコッチの発酵にくらべ泡立ちが抑えられるので、スコットランドの発酵槽には通常ある泡切のための装置がついていません。(スコッチで泡切機がないと泡であふれかえってしまう)
メーカーズマークでは約150年以上前から継代され続けている酵母を使用しています。よりコストの安いストック酵母に切り替えることは可能だったのですが、それではメーカーズマークではなくなるという思いから、今でも同じ酵母を使い続けています。
また、発酵槽(ファーメンター)は今では入手が難しい樹齢100年以上のレッドサイプラス(赤イトスギ)を使った木製の発酵槽を使用しています。この発酵槽は1951年に買い取ったバークス・スプリング蒸溜所で使用されてたもので、実質メーカーズマークよりも歴史が古いことになります。
発酵層には管理のしやすさなどの面からステンレス製のものを使う蒸溜所もあるのですが、木製の発酵槽を使うことで、木にその蒸溜所特有の乳酸菌や酵母が住み着き、メーカーズマークらしさをもたらしてくれます。
蒸溜について

発酵が終わったモロミ(ビアー)は銅製の連続式蒸溜機(カラムスチルやパテントスチルと呼ばれる)に運ばれます。連続式蒸溜機は筒状の中に何層にも金属の板が入っており、この枚数が多いほどよりすっきりとした蒸溜液を得られるのですが、メーカーズマークの連続式蒸留機は比較的少なめの17層の連続式蒸溜機です。
これによって蒸溜された蒸溜液はアルコール度数約60%です。
この状態では、好ましくない香味も残っているため最後にダブラーという蒸溜器で蒸溜することでメーカーズマークの求めるニュースピリッツ(熟成前のウイスキー)をつくっています。この時のアルコール度数は約65%です。
樽詰めと熟成について

メーカーズマークはアメリカンホワイトオーク樽を使用しています。
新樽の内側をちょうど40秒間火入れ(チャー)し、焼き具合の目安である「レベル3」と比較的強めに焼き付けます。焼き具合にはレベル1~4まであり数字が大きくなるほどよく焼かれている状態を表します。
この火入れにより樽の成分であるバニリンというバニラのような香り成分が出てきて、メーカーズマークの甘さやまろやかさを生み出すもとになっています。
熟成庫では、樽を定期的にローテーションし全体の熟成スピードを調整しています。夏には30℃を超えるケンタッキー州ですが、熟成庫内では最上段と最下段で温度の差が生まれてしまいます。比較的温度の高い最上段では熟成が早く進み、逆に最下段では熟成がゆっくり進みます。そのため、定期的に樽の位置を上下ローテーションすることで、熟成スピードを調整しているのです。
瓶詰めについて

ブレンダーによって一定の品質に調整されたウイスキーは瓶詰めされ、200℃のロウに浸けて封ロウされます。メーカーズマークの大きな特徴であるレッドトップ(赤い封ロウ)は全て手作業で行われており、同じロウの形は一つもない、唯一のメーカーズマークになります。蒸溜所では見学時、自分でボトルをロウに浸す封ロウの体験もできるそうです。
おすすめ動画
以下にメーカーズマーク蒸溜所の紹介をしている、おすすめの動画を貼っておきます。
動画の内容は英語なのですが、ここまでの記事を読まれた方なら英語が苦手な方でも十分楽しめる内容になっていると思います。なかなか行くことが難しいメーカーズマーク蒸留所の疑似工場見学体験を楽しんでいただけたら幸いです。
おすすめ動画:Whisky Distillery Tour: Marker’s Mark(YouTube)
マメ知識1~メーカーズマークのロゴの意味~

メーカーズマークのトレンドマークであるこのロゴ。どこにもメーカーズマーク(Maker’s Mark)のMの字もありません。しかし、このロゴには様々な意味や思いが込められています。
まず星マークですが、これは1951年に買い取ったバークス・スプリング蒸溜所のあった「スターヒルファーム」からきてます。
次に周りを囲っている円ですが、よく見ると4カ所途切れているのがわかると思います。これは、「南北戦争」「アメリカ禁酒法」「第一次世界大戦」「第二次世界大戦」の4回、ウイスキー作りを停止せざるを得なかった歴史を表しています。
最後に「S」と「Ⅳ(ローマ数字の4)」ですが、「S」はメーカーズマークを代々経営してきたサミュエルズ家のSを、「Ⅳ」は本格的にウイスキー産業を開始した3代目テーラー・ウィリアム・サミュエルズから、現メーカーズマークの生みの親6代目ビル・サミュエルズ・シニアまで4代続いたことを表しています。
このロゴ一つ見てもメーカーズマークのこだわりや伝統・歴史を重んじる姿勢がうかがえます。
マメ知識2~「Whisky」と「Whiskey」どっちのつづりが正しいの?~
酒屋などでウイスキーを見ていると「whisky」と表記されているものと「whiskey」と「e」を入れて表記されているものがあることがわかります。すべてではないのですが、スコッチやジャパニーズ系のウイスキーは「whisky」と表記し、アイリッシュやアメリカン系のウイスキーは「whiskey」と表記しているものがほとんどです。
これは、お互いにウイスキーの発祥であると主張する「スコッチ」と「アイリッシュ」が区別しやすいように「Whisky」と「Whiskey」とつづりをかえたことから始まり、ジャパニーズはスコットランドからウイスキーを学び、アメリカンはアイリッシュ系移民がウイスキーを伝えたため、このような違いが出たと考えられています。
しかし、メーカーズマークの創業者はスコッチ系移民の家系のためアメリカンウイスキーですがあえて「Whisky」とつづっています。
メーカーズマーク蒸溜所はどんなウイスキーを出しているの?
以下、紹介文・テイスティングノートなどはMaker’s Markの日本版ホームぺージより引用しています。
メーカーズマーク
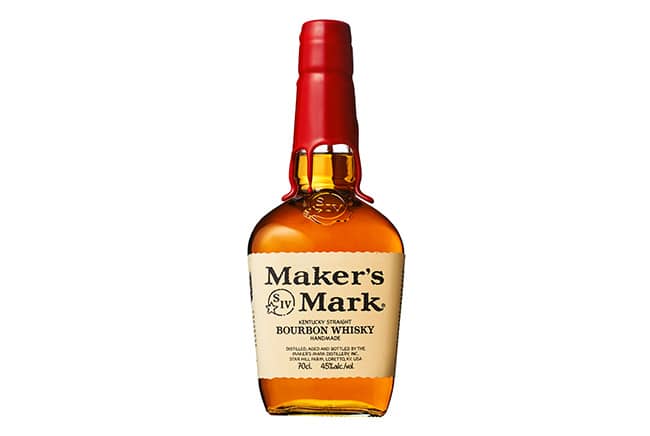
バーボンウイスキー「メーカーズマーク」の象徴とも言える赤い封蝋は、1本1本ハンドメイドで施されます。世界で2つと同じデザインが生まれない、“こころを込めた贈り物”の証です。
スペック
熟成年数:通常6から7年
度数:45%
樽:ホワイトオーク樽
テイスティングノート
| 色 | 蜂蜜のような琥珀色 |
| 香り | オレンジ・蜂蜜・バニラ |
| 味 | なめらかでバニラを中心に複雑で繊細・ふっくらした小麦由来の甘味 |
| 余韻 | 柔らかく、しなやかな印象がつづく |
メーカーズマーク46
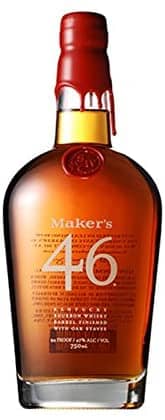
メーカーズマーク46は、大胆な個性を与えるために熟練の技で仕上げられた原酒に、特別な焦がしを施したフレンチオークのステーブ(板)を加え、さらに熟成を重ねてつくります。これは、創業者のビル・サミュエルズ・シニアとマージー・サミュエルズの息子、ビル・サミュエルズ・ジュニアの発案によって生み出されました。
スペック
熟成年数:通常6から7年
度数:47%
樽:ホワイトオーク樽
テイスティングノート
| 色 | 深みのある琥珀色 |
| 香り | リッチで甘い香り、キャラメル、ウィディネス |
| 味 | 厚みのあるリッチな味わい。オーク樽、キャラメル、バニラのニュアンスが調和 |
| 余韻 | 長く、スムーズな余韻が続く |
メーカーズマーク カスクストレングス

すべてはメーカーズマークが追求する「誰もが美味しいと感じる“まろやかな味わい”」のために。樽出しならではのビターチョコレートのような香ばしさの中に小麦の甘みがゆったり漂い、余韻は思いのほか甘く滑らか。スタンダードのメーカーズマークが抱くまろやかさを、更に実感できる。
スペック
熟成年数:通常6から7年
度数:バッチにより異なるが55%前後
樽:ホワイトオーク樽
テイスティングノート
| 色 | 琥珀色 |
| 香り | バニラ・樽由来の香ばしさ |
| 味 | リッチで滑らかなコク・バニラの甘味にスパイシーさやウッドスモークのニュアンス。小麦由来のまろやかさなど複雑な重層感。 |
| 余韻 | 甘く滑らかな余韻が長くつづく |
終わりに
以上、メーカーズマーク蒸溜所特集!でした。
私がバーボンを好きになったきっかけが、このメーカーズマークで、特に思いいれがあります。
個人的にはハイボールにオレンジピールを入れるのが大好きです。
クセがなくとても飲みやすい、おいしいウイスキーだと思います。
メーカーズマークはたまに居酒屋などにもありますので、まだ飲んだことない方はぜひ、一度飲んでみてはいかがでしょうか。また、赤いロウがおしゃれですので、インテリア兼常備酒として一本置いておくのもいいと思います!
この記事が、何かの役に立てればうれしいです。
また、お会いしましょう!
乾杯!




コメント